产品
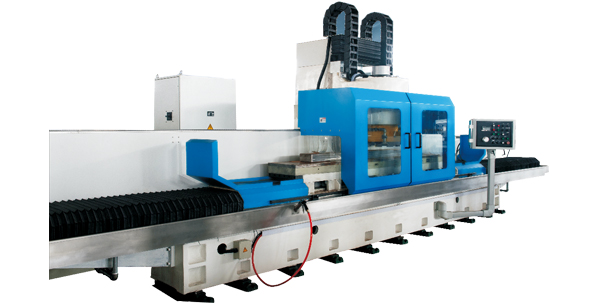
数控平面磨床
本机床采用标准数控系统控制,专用于各种零件平面或成形面的精密磨削,自动化程度较高、生产效率较高、较精度稳定、操作方便。
产品特性
相关产品
视频展示
主要用途:
本机床采用标准数控系统控制,专用于各种零件平面或成形面的精密磨削,自动化程度较高、生产效率较高、精度较稳定、操作方便。
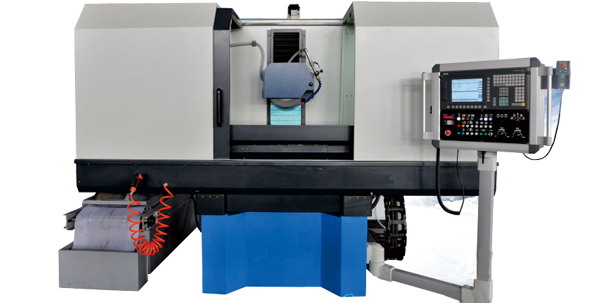
机床特点:
1.本机床采用Siemens828D数控系统控制,用于控制机床垂直、横向、纵向等进给运动。
2.机床工作台横向、磨头垂直进给机构均为伺服电机+滚珠丝杠方式。机床的纵向运动由液压驱动,由比例流量阀控制。
3.机床磨头采用较精密滚动轴承,并可自动调速,实现恒线速磨削功能。
4.机床具有全自动磨削功能,在工作过程中,工作台纵向运动可自动定位,对砂轮进行自动修整,垂直进给对砂轮修整量进行自动补偿。
5、机床横向、垂直可联动,通过金钢笔对砂轮进行联动修整,可实现简单型面的成形磨削。
6.标配电永磁吸盘,无发热变形,保证了工件的磨削精度。1-16档吸持力可调。
7.床身全封闭防护,可选配置吸雾装置,去除磨削区域的水汽和油雾。
型号 | MH84CNC | MH63CNC | ||
工作台 | 台面尺寸(长×宽) | mm | 800×400 | 600×300 |
磨削尺寸(长×宽×高) | mm | 800×400×400 | 600×300×400 | |
工作台纵向行程 | mm | 920 | 720 | |
工作台速度(无级) | m/min | 3-30 | 3-30 | |
工作台T型槽(槽数×宽度) | mm | 3×18 | 3×18 | |
工作台承载量 | kg | 460 | 280 | |
磨 头 | 功率 | kW | 5.5 | 4 |
磨头转速 | r/min | 1200-2000 | 1200-2000 | |
垂直进给速度 | mm/min | 0-500 | 0-500 | |
进给量 | mm | 0.001 | 0.001 | |
垂直行程 | mm | 550 | 550 | |
砂轮 | mm | Ф350×Ф127×40 | Ф350×Ф127×40 | |
拖板 | 横向行程 | mm | 420 | 320 |
横向进给量 | mm | 0.002 | 0.002 | |
横向进给速度 | mm/min | 0-2000 | 0-2000 | |
电机功率 | 电机总功率 | kW | 约15 | 约13 |
工作精度 | 加工表面对基面的平行度 | mm | 300:0.002 | 300:0.002 |
表面粗糙度 | μm | ≤Ra0.32 | ≤Ra0.32 | |
机床重量 | 净重 | kg | 4200 | 3200 |
毛重 | kg | 4500 | 3500 | |
外形尺寸(长×宽×高) | mm | 2900×2000×2200 | 2500×2000×2200 | |
随机附件 | 电磁吸盘 | 块 | 1块400×800 | 1块300×600 |
砂轮卡盘 | 套 | 2 | 2 | |
砂轮 | 块 | 2 | 2 | |
机床垫铁 | 套 | 6 |